














切削顫振
在銑削加工中,顫振是一種由刀具振動引起的加工不穩定現象,它會在工件表面留下顫振刀痕,而當刀具再次經過這些刀痕時,就會引起更大的振動,在工件表面產生更深的刀痕,造成工件表面的波浪形和較大的粗糙度,並且加速刀具的磨耗。如此惡性循環,終極會導致刀具或工件損壞。
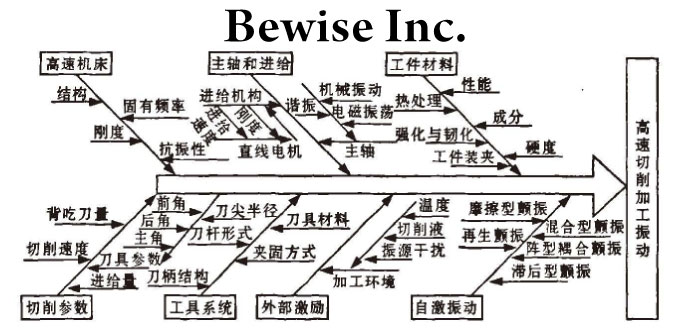
機械振動:
自由振動
物體在外力撤銷後暗自身固頻率進行振動,由於阻尼的存在振幅逐漸減小而停止。
強制振動
有外力的作用且振動頻率跟激勵頻率一致。這是在斷續切削而導致的強制振動或者是因轉動零件有瑕玼而造成的振動,一般常見常見的如軸承的損壞而造成的異音或齒輪嚙合不佳以及工件夾持不佳、主軸擺幅過大 等現象皆屬此類。這類問題中,斷續車削屬於加工技術問題,而零件瑕玼即大部份來自於工具機的裝配技術及其關鍵零組件的品質控制,而且也與機台結構設計理念 有關。其特徵為振動的特性與轉數的大小有直接的關聯。
自激振動
這是因為切削加工時具有週期性的工作凹凸不平特性造成週期相位的少許錯開而又反覆重疊的再生效果所產生的影響一般又可稱之為“共振” (Resonance),其主因來自於工具機結構的自然頻率受到激發或者是工件夾持系統的自頻率過低而受到激發所引起。由於結構的自然頻率只隨夾持或固定 方式的改變而改變,因此振刀發生時,改變切削條件(如改變轉速)往往以改善切削振動,然而在某些無法改變切削速度的場合(如攻牙或某些材質的切削),往往只有借助於夾持方式的變更,甚至於改變刀具或刀具固定方式才能解決這類問題。
抑制振刀的對策:
將主軸轉速、進給量、切削寬度以及刀具角度等切削參數適當調整,即可抑制顫振的發生。其中最為突出的是改變主軸轉速的變速切削,對顫振的抑制效果顯著。因為機床整體結構的復雜性,控制顫振的理想手段應該 可以從其局部部件著手,包括對機床床身、立柱等基礎部件的改進,以提高機床的抗振性能,也可以對機床的刀具結構進行必要的改進。
依據研究所得的振刀原理,目前應用於加工現場中有一些比較具體而實用的方法:
News
- Cutting fiber-reinforced composite material - Part I
- Principles of Difficult Cutting Material
- Rougher cutters and wave groove milling cutters
- Slitter Knives
- Cutting test for metal ceramic end mills
- Applied tool for automotive industry
- Characteristics of Tungsten Carbide Cutter
- Discontinuous or Segmental Chips
- General cutting tool material
- Production process of cutting tools
- Cutter wear and life
- The super-hard thin film coating material
- Anticlockwise milling and clockwise milling
- Cutting Reference Data for End Mills of Various Materials
- The cutter materials and their contrast
- The cutting tool for hardening material above HRC50
- How to choose woodworking cutters?--part2
- How to choose woodworking cutters?--part1
- Cutter selection Part-2
- Cutter selection Part-1
- What is cutting tool?
- Characteristics of precision miniature cutting tools
- Plain Milling Cutter,End Mill,Side Milling Cutter,Face Milling Cutter
- What’s the difference among tungsten carbide, tungsten steel cutter, and super hard alloy cutter?
- How to calculate the clamping length of the CNC lathe clamp for cutting tools?
- Selections and types of End Mills
- Definition and types of hard metal and difficult material
- How do end mills choose and judge working conditions?
- PCD circular saw blades
- 3 Jaw Adjustable Oil Filter Wrench
- Plastic Power Inductor Machine
- ZrO2 Introduction
- Common mode Choke Inductor machine
- Cutting tool-90° Step Drill
- Cutting tool-Circular saw with metal ceramic blade
- 3000°C Graphite crucible
- Cutting tool-Diamond Product
- SiC Granulation molding machine
- Cu75Ga25, Cu40In60 Target Material
- High-Entropy Alloys
- 8 flute T type Single-Angle Chamfering Cutter
- CNC 5-axis machining technology-Shoe Mold
- Grinding up to nano powders
- Cutting tool-Sharp Top Single Flute Drilling Cutter
- Cutting tool-Precise Engraving Milling Cutter
- Cutting tool-PCD Inserts
- Inductor Powder Compacting Press
- Cutting tool-Electroplated Diamond tools
- Cutting tool-Acrylic Cutting Tools
- Compound Sharpener
- BW carbide cutter cut carbide material
- Cutting tool-Staple Cutter
- Cutting tool-Diamond cutter in grooving floors





Copyright (c) 2003 碧威股份有限公司 Bewise Inc. All Rights Reserved
TEL:(04)2471-0048 / FAX:(04)2471-4839
Head Office:No. 695, Huiwen Road, Nantun District, Taichung City 408, Taiwan (R.O.C.)
E-Mail:[email protected]