














开发案例 Case
碳纤复合材钻孔加工-航太工业高阶复合材钻孔测试
更新日期:2014/05/30
航空难加工材料加工最突出问题是刀具磨损问题及钻孔毛边丶撕裂情形,直接影响加工效率和成本;此外加工质量也经常成为瓶颈。目前碧威(股)公司针对航太金属及复合材料钻孔加工刀具开发,特殊刀口几何与多复合材质钻孔加工应对上均有卓越效果......
BW钻铰刀碳纤维与玻璃纤维材质加工测试
更新日期:2013/09/13

BW公司开发新型四刃钻铰孔刀具,针对碳纤维,玻璃纤维与石墨纤维复合材料加工,因特殊刀具材料与切削排屑方式,改善刀具在切割复合材料,能使刀具稳定切割无毛边现象,排屑方式能产生颗粒粉末状。
金钢石切割线专用橡胶圆柱切削难题
更新日期:2013/08/23

金钢石切割线放在橡胶圆柱v型沟内,因橡胶有弹簧性质可增加磨差力,但是橡胶软性无法成受金钢石切割线锐利磨差能力,所以外层再附着氧化铝丶二氧化矽等耐磨材料。.....
二氧化矽抛光液-石材研磨抛光测试案例
更新日期:2011/11/10
此案例为碧威协助一石材加工客户测试研磨石材,市面氧化矽抛光液产品甚多,此客户也尝试过多家抛光液,但研磨後表面光泽度都达不了客户要求,客户要求研磨後表面光泽度需达90以上的二氧化矽(二氧化硅)抛光液,碧威所生产氧化矽抛光液广泛用於精密光学器件丶蓝宝石片…精密抛光为多.....
刀具切割-单刃铣刀铝板切割应用案例
更新日期:2011/11/02

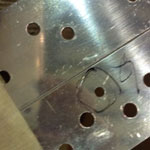
此次案例为碧威刀具客户,客户为铝板切割加工工厂,客户反应此次订购刀具加工後(刀具为依照客户提供样品制作),铝板边会起毛边毛屑(如下图一丶二),甚至有断刀情形,收到客户投诉後,碧威工程师先使用光学仪器检验刀具尺寸规格及刀口…,进而观察检视客户加工工件状况,再由客户告知的加工主轴转速(S)及行走速度(F)条件,去评估问题。
刀具加工-铬钼钢加工问题处理案例
更新日期:2011/10/17

此案例中客户为一南投县锻造厂,锻造完成工件圆柱平面上使用市面钨钢刀具加工时, 总易起毛边达不到客户要求的表面光泽及细腻度,刀具损磨耗也相当高,约加工3-4工件即需更换刀具,此问题一直困扰客户,因而BW技术工程师前往客户工厂深究处理其原因,後来经BW技术工程师详细了解客户生产加工丶原料…细节後......
刀具测试-高熵合金氮化物薄膜被覆於超硬刀具
更新日期:2011/09/18

近年来,由於3C产品如印刷电路板等,为避免产品上的精密电路遭受污染,因此无法於产品加工时添加切削液降低刀工具及工件温度,导致在高速切削丶重切削及工件温度攀升极快的加工环境下,易产生高温而致使刀具加速磨耗,降低其使用寿命,因而提高生产成本..利用射频磁控溅镀系统,於碳化钨刀具及矽晶片基材上,沈积被覆高熵合金镀膜......
碳化矽散热板如何钻孔?
更新日期:2011/08/26

碳化矽材料本身硬度高,通常用於研磨硬材料,目前应用於LED散热片上,加工工件上面需要微孔提高散热效率,工件加工时,当微孔加工的直径为0.4mm丶深度为5mm时.....
金属陶瓷焊刃圆锯片开发
更新日期:2011/06/15

难加工材料的应用日趋广泛,其材料特性导热性差丶韧性好,Cr或Ni含量也较高,却难於加工,一般采用钨钴类硬质合金刀具进行加工,但加工效果并不十分理想。
此案例之客户切割材料为复合金属材质内含Cu及Ni 50% ,切割材如下......
PP发泡板3D CNC加工技术
更新日期:2011/05/15

户外运动厂商需求切割PP发泡板加工,目前市场加工上常用铜线或镍线做直线加工切断,如有要做3D加工就需要把切割线做成曲线加工,以放电加工方式进行加工..种方式则用模具做成形状,再用塑胶射出机,射出成型..因放电加工数度慢,无法符合工时,後者则是模具制造耗费大,开发初期无法负担.......
PCBN金刚石车刀片研磨更新计画
更新日期:2011/04/15

在切削刀具技术上聚晶立方氮化硼(PCBN)刀具材料代表了革命性的进步..BN刀具对於使用者而言,提高生产力丶延长刀具寿命,及更好的表面光洁度,并能保持更小的公差..BN刀具用於加工各种各样的钢铁(含Ni.Co.等)材料,PCBN刀具加工的材料包括:铁钴镍超合金丶耐热铁铬镍合金丶工具钢丶碳素钢材丶电浆喷涂材料丶淬硬合金钢等丶高硬度丶高韧性丶难切割材料......
导光板切割专用PCD圆筒侧铣刀
更新日期:2011/03/15

目前导光板主要材料为光学压克力(PMMA)板,客户目前使用钨钢侧铣刀具作为导光板主要切割刀具,因钨钢侧铣刀材质与材质本身孔洞问题,切割时而造成导光板会有切割纹路线产生,其切割纹路线产生问题与钨钢侧铣刀具并无直接关系,刀具刃口系以抛光到镜面为基础,所以敝公司建议改成PCD材质改善.......
木工圆锯片订制改良
更新日期:2011/02/15

此案例针对切削木工窗帘板专用刀具作设计改良,在外径及内孔距离尺寸 要求也非常规规格,经精密模拟计算不影响制 程及切削能力後,进而制作,客户在使用切割窗帘木质板时,发现切割後窗帘木质板产生毛边情况,造成客诉其木材质美观问题,经过敝公司再了解客户需求问题後......
高精度8刃伞状T型铣刀
更新日期:2011/01/15

- 产品名称:BW高精度8刃伞状T型铣刀(Single-Angle ChamferingCutters)
- 产品规格:根据航太协会标准丶刀具规格可以依客户需求订制。
- 产品特色:应用在航太高难度合金材料切割丶因组装件精度要求高丶所以刀具每一个刃伞型行状公差要求规范如下.....
碳化矽再研磨奈米技术
更新日期:2010/12/15

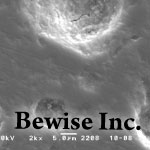
碧威股份有限公司,所使用研磨机台,研磨後的粉末可达微米及奈米级,可应用在陶瓷粉末…等材料研磨,右图为氧化矽未研磨及研磨後的SEM图片.......
金刚石车刀片加工测试
更新日期:2010/11/15

专为铝轮圈业设计之刀具种类已有百种之多, 针对各种轮圈型式皆有对应之刀具,且对於铸造常发生的直径1mm以下的针孔问题(Pin Hole), 金刚石车刀片可改善其轮圈的平坦度, 随着轮圈款式的变化繁多,本公司皆可接受特殊规格之订作..聚晶金钢石(PCD)是在高温高压下将金钢石微粉加溶剂聚合而成的多晶体材料.......
电镀CBN金刚石研磨刀具开发
更新日期:2010/10/15

研磨玻璃工件专用CBN刀具,当CBN刀具在CNC铣床加工时丶控制器一定要有啄钻功能丶因为S主轴转速达到20000RPM丶Feed100丶切深不可超过0.01mm丶不然会有排屑不良丶这与CBN颗粒有关丶CBN颗粒大小又与工件表面粗糙度成正比丶其实切割玻璃不如说是研磨玻璃比较正确丶机器主轴偏摆会影响丶刀具精准研磨正确性.......
压克力倒角三角锥刀改良开发
更新日期:2010/09/15

压克力倒角三角锥刀是根据压克力材料特性丶研究开发3个月丶内容包括路径丶切深丶Z轴RPM丶F丶刀口几何丶等条件配合丶此刀具在做切割工件底部尖点宽度为0.10~0.25mmmm丶刀具切割工件斜度面细腻度高丶不会产生钝刀与切削纹路丶刀具排屑不会缠留压克力料丶刀具中心点尖点设计有独特性.......
地板用企口金刚石组合刀具开发
更新日期:2010/08/15

地板加工厂非常注意地板加工切削效能与切割表面粗糙度,因此BW工具研发部门开发丶PCD金刚石组合刀具以增加客户加工时间丶延长刀具寿命丶在针对企口切削稳定细腻再做改善丶以符合欧美国家气候上下温差 30~40度地板变化丶达到欧美国家木工师傅主装地板方便性丶缩短施工时间是客户基本要求.......
开发案例
- 专用引导切削成型刀具开发专案
- 蜂巢式玻璃纤维复合材料加工
- 碳纤复合材钻孔加工-航太工业高阶复合材钻孔测试
- BW钻铰刀碳纤维与玻璃纤维材质加工测试
- 金钢石切割线专用橡胶圆柱切削难题
- 二氧化硅抛光液-石材研磨抛光测试
- 单刃刀铝板切割应用案例
- 铬钼钢加工问题处理案例
- 高熵合金氮化物薄膜被覆超硬刀具
- 碳化矽散热板如何钻孔?
- 金属陶瓷焊刃圆锯片开发
- PP发泡板3D CNC加工技术
- PCBN车刀片研磨更新计画
- 导光板切割专用PCD圆筒侧铣刀
- 木工圆锯片订制改良
- 高精度8刃伞状T型铣刀
- 碳化矽再研磨奈米技术
- 金刚石车刀片加工测试
- 电镀CBN研磨刀具开发
- 压克力倒角三角锥刀改良开发
- 地板用企口金刚石组合刀具开发





Copyright (c) 2003 碧威股份有限公司 Bewise Inc. All Rights Reserved
电话:(04)2471-0048 / 传真:(04)2471-4839
总公司:408台中市南屯区惠文路695号
E-Mail:[email protected]